隨著不同晶圓材料切割要求的提高,生產廠越來越追求刀片與劃片工藝的雙重優化。本文將對照劃片機參數界面,對劃片工藝每個設置進行說明,幫助行業新手快速了解劃切工藝操作流程。
隨著工業技術的不斷發展提升,衍生出多種晶圓劃片工藝:
1、機械式金剛石刀片切割
這是當前主流的劃片技術,技術成熟穩定,適用于市面上75%以上的晶圓切割。
2、水切割
水切割即以20分為純水切割與磨料液切割。純水切割主要切割軟材或薄板。高壓水來切割各種材料,分為純水切割與磨料液切割。純水切割主要切割軟材或薄板。
3、激光切割
主要針對高密度晶圓排版,崩邊管控非常嚴格的晶圓切割。主要應用于整流橋、可控硅、觸發管、VNOS等,目前應用范圍比較窄。
金剛石劃片工藝
機械式金剛石劃片是晶圓劃片的主流技術。金剛石劃片刀以每分鐘30K-50K的高轉速切割晶圓,同時,承載著晶圓的工作臺以一定的速度沿切割道方向直線運動,切割晶圓產生的碎屑被冷卻水及刀片的容屑槽帶走。
因為硅材料的脆性,機械切割方式會對晶圓的正面和背面產生機械應力,在切割過程中在芯片的邊緣產生正崩及背崩。
正崩和背崩崩角會降低芯片的機械強度,初始的芯片邊緣裂隙在后續的封裝工藝或在產品的使用中會進一步擴散,可能引起芯片斷裂,從而導致電性失效。另外,如果崩角進入了用于保護芯片內部電路、防止劃片損傷的密封環內部時,芯片的電器性能和可靠性都會受到影響。
如何解決機械式劃片過程中產生的崩邊?除了優化劃片刀本身,還有切割過程中的工藝參數可幫助解決這一問題。
工藝詳解
通過不斷的修改切割參數及工藝設定,與劃片刀達到一個穩定的平衡,有效解決崩邊問題的發生,以下是切割參數與工藝設定的操作詳解。
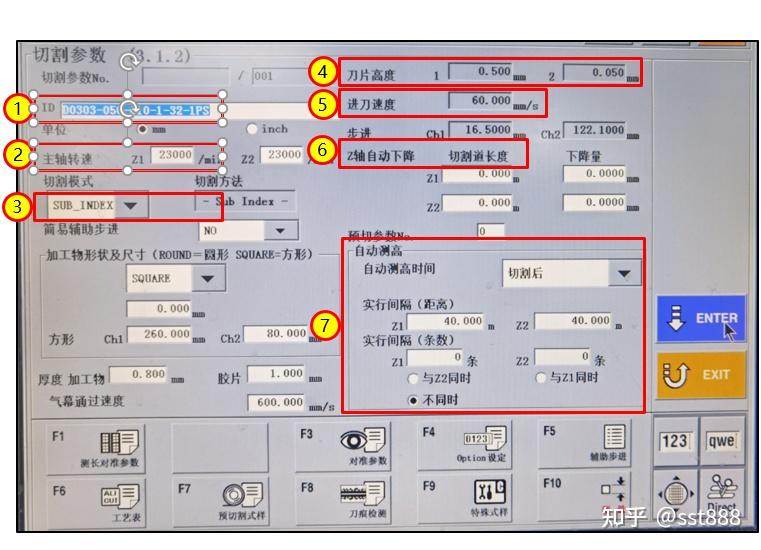
1、ID命名:D表示是DFN產品;0303表示產品尺寸;050表示管腳間距;010表示管腳個數;1表示產品有多少單元;32表示刀片厚度。
2、主軸轉速:范圍在10000~30000rp/min之間,常用值23000rp/min。
3、切割模式:SUB_INDEX表示按照設置的切割模式進行切割。
4、刀片高度:全自動范圍0.4~0.6mm,常用值0.5mm。
5、進刀速度:
管腳間距0.3~0.35mm,進刀速度為45mm/s;
管腳間距0.4~0.45mm,進刀速度為55mm/s;
管腳間距0.5mm,進刀速度為60mm/s。
6、Z軸自動下降:切割過程中刀片磨耗,Z1/Z2切割達到設定長度后自動下降量。
7、自動測高:在切割中/切割后當Z1/Z2切割距離達到設定值時自動測高,可選Z1\Z2同時測高,可選Z1\Z2同時或不同時。(與Z1同時:表示當Z1軸切割米數達到設定的數值時,Z1\Z2同時測高;不同時:表示其中任意一軸達到設定值時兩軸同時測高。)

8、最小二乘法——最準參數:對準過程X軸在每個面的步進振幅以及步進次數,參數中通過對最小二乘法的設置來管控切割時切在中心點上。
9、修整范圍值:對準時的偏差值,任意一點超出范圍設備報警,1B范圍值≤0.025,常用值0.022;4B范圍值≤0.025,常用值0.018。
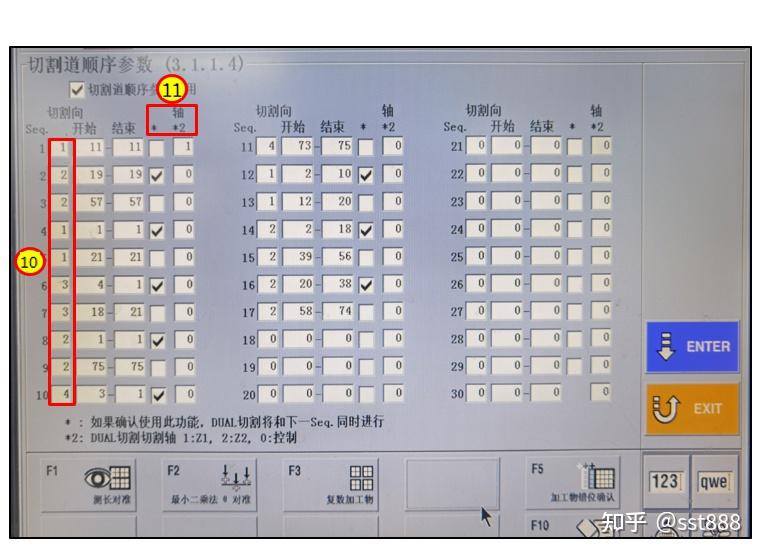
切割順序:
10、1代表CH1面,2代表CH2面,3代表CH1面沖水,4代表CH2面沖水。
11、*中到的√代表兩個步驟同時進行雙刀切割;*2: 1表示Z1軸,2表示Z2軸,0表示控制
注意事項:
1、將產品CH1面和CH2面進行分割(保證真空度)。
2、去邊,雙刀同時進行,按照正常切割順序進行,去完邊后進行沖水,保證廢邊被沖走。
3、廢邊切除完畢按順序進行剩余產品切割。
4、保證切割整個過程不能漏切。
5、產品需先切除所有廢邊(防止在切割過程中打刀)。
6、切完廢邊需進行沖水操作。
對準特殊參數設置:
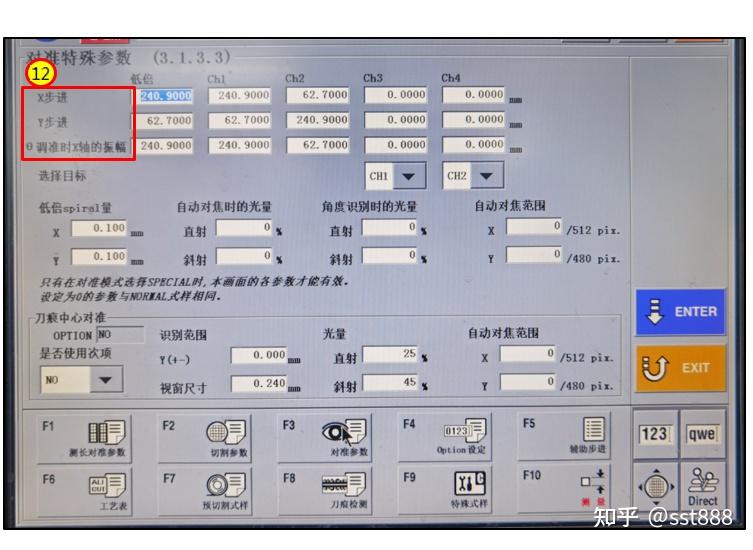
12、X/Y步進:各切割向上X/Y方向的對準步進移動量。
θ調準時X軸的振幅:各切割向上自動對準動作中θ調準時X軸的移動振幅。
計算方式:
Ch1:(Ch1面產品尺寸+切割道寬度)×(Ch1面產品數量-1)
Ch2:(Ch2面產品尺寸+切割道寬度)×(Ch2面產品數量-1)
注意事項:
1、當產品尺寸很小時,X/Y步進可設為單顆產品尺寸+切割道寬度mm,避免對準時找不到目標,對準無法通過。
2、4B需加廢邊距離(廢邊寬度可用高倍鏡或直接在設備上測量)。
更多內容歡迎關注微信公眾號【西斯特SST】